管道波紋補(bǔ)償器安裝規(guī)范
管道波紋補(bǔ)償器安裝規(guī)范
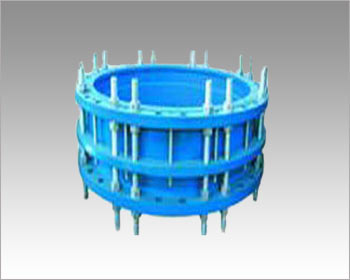
波紋補(bǔ)償器的組焊全過(guò)程
波紋補(bǔ)償器它是以金屬波紋管為關(guān)鍵的擾性元器件�����,在管道上能作徑向�、橫著和角向三個(gè)方位的賠償。徑向管道補(bǔ)償器為了更好地降低物質(zhì)的自激振蕩狀況����,在商品內(nèi)部結(jié)構(gòu)配有內(nèi)防水套管,在較大水平上限定了切向賠償工作能力�����,故一般僅用于消化吸收或賠償管道的徑向偏移(假如管路中須經(jīng)少許的軸向偏移���,還可以消化吸收徑向��、角向和隨意三個(gè)方位偏移的組成�����;門鉸鏈管道補(bǔ)償器(也稱角向補(bǔ)償器)����,它以2個(gè)或三個(gè)管道補(bǔ)償器配套設(shè)施應(yīng)用(單獨(dú)應(yīng)用門鉸鏈管道補(bǔ)償器并沒(méi)有賠償工作能力),用于消化吸收單平面圖內(nèi)的縱向形變�����;萬(wàn)向球門鉸鏈(角向)管道補(bǔ)償器����,由兩種或三個(gè)配套設(shè)施應(yīng)用,可消化吸收三維方位的形變量�����。
波紋補(bǔ)償器組焊全過(guò)程
1.金屬波紋管直邊段里外徑的規(guī)格媒體公關(guān)應(yīng)合乎GB1804中H12級(jí)規(guī)定�。
2.波紋補(bǔ)償器與管道(或機(jī)器設(shè)備)的聯(lián)接法蘭盤和端管的規(guī)格及技術(shù)標(biāo)準(zhǔn)應(yīng)滿足對(duì)應(yīng)的規(guī)范。端管聯(lián)接時(shí)����,兩邊支管應(yīng)開(kāi)30度±2.5度的焊縫。
3.波紋補(bǔ)償器的端管為厚鋼板生產(chǎn)電弧焊接管時(shí)���,端管的外接端四周長(zhǎng)尺寸公差和圓柱度尺寸公差應(yīng)合乎公差表�����。
4.金屬波紋管與端管(或法蘭盤)等相接的環(huán)焊接應(yīng)選用電弧焊接或融化極氟氬弧焊����,金屬波紋管單面壁厚超過(guò)2mm時(shí)可選用電弧焊。
5.拼裝波紋補(bǔ)償器時(shí)解決金屬波紋管采用保障措施���,避免電焊焊接電孤燒穿金屬波紋管和焊疤濺出到金屬波紋管上。補(bǔ)償器(管道補(bǔ)償器)各位置的焊接不可以有裂痕��、排氣口����、焊瘤等缺點(diǎn),咬邊深層不可超過(guò)0.5mm.
6.波紋補(bǔ)償器承受壓力焊接電焊焊接以后�����,解決承受壓力焊接開(kāi)展壓力試驗(yàn)���,實(shí)驗(yàn)的壓力為設(shè)計(jì)工作壓力的1.5倍�����。依據(jù)補(bǔ)償器(管道補(bǔ)償器)的容量尺寸�����,試壓10-30min��,查驗(yàn)補(bǔ)償器(管道補(bǔ)償器)各位置有沒(méi)有滲漏�,受力時(shí)較大波距與受力前波距之比不超過(guò)1.15。
7.管道補(bǔ)償器組焊后應(yīng)開(kāi)展外型和多少外形尺寸的檢測(cè)��。管道補(bǔ)償器兩邊面平行度尺寸公差��;當(dāng)公稱直徑管徑不大于500mm時(shí)���,為5mm;當(dāng)公稱直徑管徑超過(guò)500mm時(shí)����,為公稱直徑管徑的1%�����,且不大于10mm。管道補(bǔ)償器兩邊面與主中心線垂直角度尺寸公差為公稱直徑管徑的1%��,且不大于3mm��。補(bǔ)償器(管道補(bǔ)償器)在出廠前的檢測(cè)關(guān)鍵有以上的外表查驗(yàn)��、幾何圖形規(guī)格定期檢查工作壓力檢測(cè)�。對(duì)有特別要求的補(bǔ)償器(管道補(bǔ)償器),可按照應(yīng)用工作狀況��、加工工藝需求等��,按甲乙雙方協(xié)議書開(kāi)展其他方式的檢測(cè)����,如氣密性檢測(cè)����、漏水和上色、高質(zhì)量檢測(cè)等����。